Welding H13 tool steel can be tricky. But in the right way. It’s totally controllable. Have you ever encountered problems with cracking or warping when working with this tough material? Preheating, controlling the inter-channel temperature, and using the right filler metal are all key to preventing these frustrating frustrations. But there’s one overlooked detail that can make all the difference – getting the right post-welding treatment. Want to know how it affects the final result? Let’s get started!

Welding Process

Welding H13 tool steel demands a steady hand and a sharp eye, as one wrong move can lead to cracks that undermine its strength. It’s like trying to bind two forces of nature together—you need precision to ensure the bond holds firm, creating something that will stand the test of time.The following steps outline the best practices for welding H13.
Preheat

Welding H13 tool steel, preheating is like giving your material a warm-up before the real action. Think of it as easing into a workout, reducing the risk of cracks, warping, or those sudden temperature shocks that can throw everything off. The right preheat temperature—between 620-700°F (327-371°C)—helps by slowing down cooling and softening the area around the weld, making the whole process smoother and less stressful on the steel. You can use a variety of tools to get that heat just right, like torches, furnaces, or heating elements. And if you want to keep things steady, wrapping it up in insulated boxes or thermal blankets will keep the warmth in, ensuring your project stays on track. It’s like making sure you’re wrapped in a cozy blanket, ready to take on the job with precision.
Two Steps for Complex Tools
When working with precision tools or hard steels, I use a two-step method. In my experience, this approach is key to keeping the material strong. First, I heat the steel below its critical temperature. This step lowers the risk of sudden thermal shock. It also helps prevent cracks during welding. Then I heat it to the critical temperature. This keeps the steel’s strength. It also helps the weld bond better without weakening the metal. I’ve found this method improves results, even with tricky alloys like H13.
TIG (GTAW) Welding
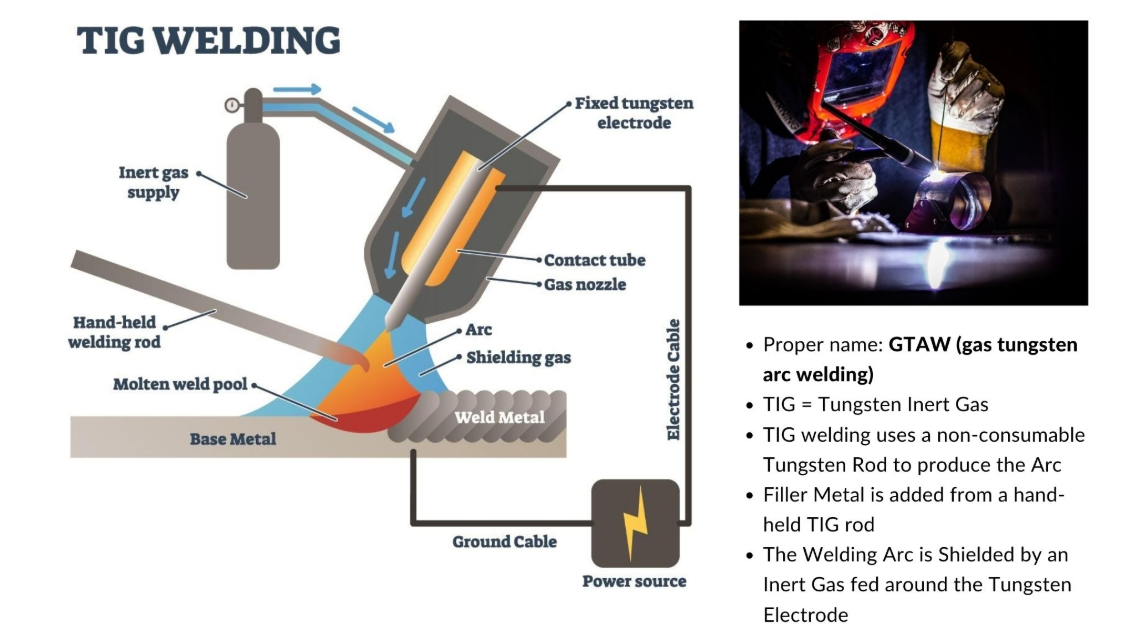
TIG welding is often used for H13 tool steel with a DC electrode negative (DCEN) polarity. The recommended welding parameters include a current of 90-120A and a voltage of 10-12V. The travel speed should be between 7 and 15 cm/min. For the filler wire, it is best to use H13 or H11 composition with a diameter of 1/16″ (1.6mm).
Interpass Temperature
It is important to keep the inter-channel temperature above 700°F(370°C). This prevents cold cracking. To control this temperature, you can use heating elements, furnaces, or thermal blankets. Regularly check the temperature between passes with contact pyrometers or infrared thermometers to ensure it is accurate. Also, allow the weld to cool to the target interpass temperature before starting the next bead to keep results consistent. Be mindful that higher interpass temperatures can weaken the mechanical properties of H13 tool steel.
Study Data: Impact of Interpass Control
A study comparing welds with and without interpass temperature control found the following:

This data shows that while controlling interpass temperature slightly reduces the strength of H13 welds, the effect on toughness is minimal.
Post-Weld Heat Treatment

First, cool the part slowly at a rate of 35-50°F (19-28°C) per hour to minimize thermal stresses. Next, perform stress relief or stress tempering by heating the part to 50-75°F (28-42°C) below the previous tempering temperature of the hardened base metal. Hold the part at this temperature for 2 hours. After holding, cool it slowly to 800°F (427°C) and then air cool to room temperature. For annealed H13 steel, re-annealing is recommended to restore its properties.
Full Post-Weld Heat Treatment Cycle (Optional)
Austenitize the metal by heating it to a temperature between 1800 and 1890°F (982-1032°C) for 30 to 90 minutes. Perform the quenching process using air or pressurized gas.Temper the metal twice at temperatures ranging from 1000 to 1100°F (538-593°C) for two hours during each cycle. This full heat treatment cycle helps to create uniform hardness and optimal properties in the weld, the heat-affected zone, and the base metal.
Filler Metal Options
For H13 tool steel welding, I recommend three filler materials: – H13 filler (best choice),H11 filler,309L/316L stainless steel .I always use H13 filler when possible. It works like the original steel, keeping welds strong under heat and pressure. H11works almost as well for parts that won’t get heavy use. The stainless steel options help when rust could be a problem, but they aren’t as strong as H13. I use these only for spots that won’t face extreme heat or force. Choosing the correct filler matters. Stronger materials create welds that handle daily wear and tear better. Match the filler to each section’s needs.
Safety Precautions

When I’m welding H13 tool steel, my number one priority is always safety. It’s not just about protecting myself; it’s about making sure that every move I make is calculated and secure. The first step I take is gearing up—starting with my welding helmet, which isn’t just a shield, it’s my safeguard against those flashing lights and flying sparks that can blind or burn. I slip into thick clothes that wrap around me like armor, preventing any chance of a nasty burn. My leather gloves? They’re not just for grip, but to protect my hands from the heat radiating off the steel. And let’s not forget my steel-toed boots—they’re like a personal bodyguard for my feet, keeping them safe from any heavy objects that might come tumbling down. I always make sure to wear an N95 musk or air-purifying respirator to keep those toxic fumes at bay, ensuring that each breath I take is clean and safe.
Keep fresh air flowing in your workspace. Turn on exhaust fans and open windows when possible. Always clean the metal surface before welding – dirt causes cracks. Choose low hydrogen welding rods for better results. Watch out for arc flashes and electric shocks. Keep a fire extinguisher within reach and clear the area of flammable items. Finally, check that you’re following all safety rules for welding projects.
summary
By following the right techniques and paying attention to details, welding H13 tool steel becomes much more manageable. With the proper preheating, careful temperature control, and post-weld treatments, you can achieve strong, durable welds that withstand demanding conditions. Every step matters, and with practice and patience, you’ll master the art of welding H13. So, keep refining your skills, and don’t let any challenge stop you from achieving excellent results!If you would like to purchase H13 tool steel, you can contact the FCS tool steel manufacturer. FCS tool steel is very experienced in producing H13 tool steel.